?導讀:對于航天發(fā)射來說�,出現(xiàn)故障導致發(fā)射失敗是常有的事情,尤其是在研制之初���。然而�����,由于火箭發(fā)動機已經(jīng)再以接近性能極限的方式運行����,了解故障的原因至關重要。在競爭激烈的商業(yè)航天業(yè)務中����,分享經(jīng)驗教訓的現(xiàn)象非常鮮見。而NASA卻不斷有新的知識分享����,本期內(nèi)容將介紹NASA材料和增材制造副技術研究員Alison Park和首席工程師Paul Gradl對采用3D打印研制的火箭發(fā)動機一次故障的見解。
20世紀60年代�,阿波羅計劃將人類送上月球,用牛皮紙繪圖桌和手工機器制作零件的時代的工程師們會如何看待各種增材制造技術在火箭推進系統(tǒng)設計和開發(fā)中的普及�����?當團隊試圖同時理解太空飛行和硬件設計的復雜物理過程時��,多次開發(fā)的火箭發(fā)動機故障還會發(fā)生嗎����?如果他們有增材制造技術,他們能更快的執(zhí)行設計-故障修復嗎���?然而���,即使3D打印的優(yōu)勢在設計���、測試和生產(chǎn)中完全實現(xiàn),火箭發(fā)動機的物理仍然具有挑戰(zhàn)性����。火箭發(fā)動機必須在極端的環(huán)境中工作:如果有可能出錯����,它就會出錯。
因此����,系統(tǒng)實現(xiàn)重要的基礎、過程控制和關鍵集成需求是必要的��。顯而易見的是�,設計����、制造和組裝復雜火箭推進系統(tǒng)的部件涉及大量資源——時間、資金和技能——以實現(xiàn)最終目標�����,這始終都是為了安全成功的完成任務。NASA馬歇爾太空飛行中心正在充分利用3D打印技術用于火箭推進系 統(tǒng)��,以減少測試時間和設計-故障-修復周期的迭代
NASA馬歇爾太空飛行中心目前正在充分利用3D打印技術用于火箭推進系統(tǒng)���,以減少測試時間和設計故障修復周期的迭代�����。3D打印在火箭上的其他優(yōu)勢已經(jīng)實現(xiàn)���,包括降低總體成本、加快進度�,零件整合,實現(xiàn)復雜特征制造��,以及使用新型合金來提高性能��。NASA改變游戲規(guī)則開發(fā)計劃下的“長壽命增材制造組件項目(LLAMA)”就是幫助推進該技術成熟的努力���。
51次的成功之后發(fā)生失敗
該項目的目的是評估激光束粉末床熔融工藝(PBF-LB)與GRCop-42(銅鉻鈮)合金用于制造高占空比火箭燃燒室組件的可行性��。任務包括開發(fā)和完善PBF-LB工藝和GRCop-42合金��,進行硬件設計和分析�,管理硬件需求的采購和集成,以及對子組件進行一系列熱測試���,高溫系列測試的目標是在單個燃燒室組件上滿足至少50次啟動���。
一個典型的用于化學推進的火箭推力室組件(TCA)有三個主要的子組件:噴射器、燃燒室和排氣噴嘴��。TCA的功能僅僅是通過提供燃燒并將熱能轉化為動能來產(chǎn)生推力����。對于高性能高壓發(fā)動機系統(tǒng),燃燒室和排氣噴嘴通常采用復雜的內(nèi)部冷卻進行再生冷卻�。
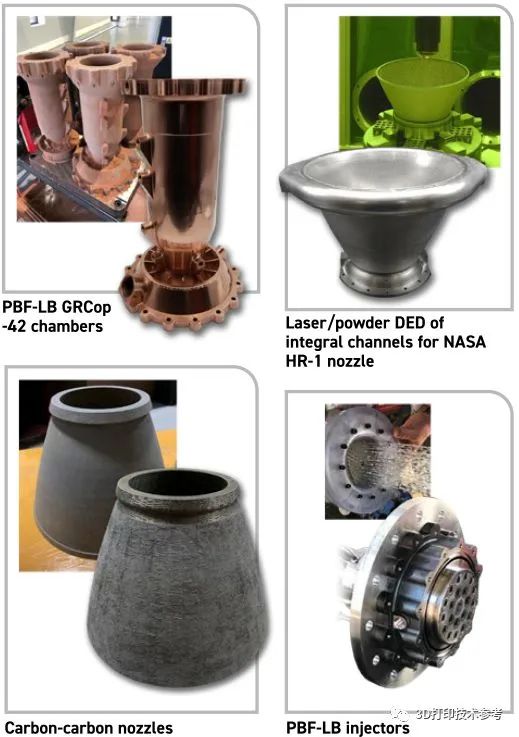
在LLAMA項目下測試的硬件
燃燒氣體溫度可接近3300°C,壓力可經(jīng)常超過50bar�����。如果不使用系統(tǒng)中的推進劑主動冷卻腔壁�,腔室?guī)缀鯐谒查g熔化�;但這推力室的壁厚很薄,這對傳統(tǒng)制造來說是個挑戰(zhàn)��。這是引入3D打印技術的一個巨大機會���,為推力室創(chuàng)造這些具有良好特征的復雜冷卻通道���,已經(jīng)成為商業(yè)航天領域的普遍做法�。
噴射器也不是一個簡單的零件����,采用傳統(tǒng)制造通常包含數(shù)百個焊接在一起的部件,3D打印簡化了其結構��。再生冷卻噴嘴在冷卻壁和燃燒室方面面臨著類似的挑戰(zhàn)�����,但必須大規(guī)模制造�����。
LLAMA項目開始設計和測試所有這些3D打印組件��,使用PBF-LB制造注射器和燃燒室����,使用激光束粉末定向能力沉積制造再生冷卻噴嘴。

LLAMA項目中3D打印的GRCop-42燃燒室和C-C噴嘴的成功進行熱測試
燃燒室選用的合金為GRCop-42,其具有良好的材料性能��,如高導熱系數(shù)�,高抗蠕變性能,延長的低周疲勞壽命���,增強的抗氧化性能�����,能夠在接近800°C的高溫下具有較高的拉伸強度���。在使用PBF-LB工藝進行加工時,這些材料屬性仍然保持���。該材料在2019年開發(fā)成功后��,已成為推力室組件制造的首選合金�。
NASA對多個使用GRCop-42和GRCop-84制造的燃燒室成功進行了的熱火測試�����,累計超過40000秒�����,啟動次數(shù)超過1100次��。其中包括單個推力為10千牛的GRCop-42燃燒室����,累計啟動次數(shù)超過188次,時間超過8030秒�����。
LLAMA項目成功測試的一個推力室獲得了51個滿足項目的指標���,這一成功促使團隊測試第二個腔室�,它與成功測試的上一個腔室在相同的建造板上制造�,使用相同的加工步驟。該測試有望提供關于重復性和性能指標的更多過程數(shù)據(jù)����。
2021年2月,NASA啟動了一系列測試�����,同樣的條件也在第二個腔室中運行,并成功測試了8次��,但之后一個實驗性的C-C噴嘴出現(xiàn)了故障��,并最終被火焰吞沒����。實驗人員按照正確的指令順序關閉測試程序,發(fā)現(xiàn)推力室斷成了兩截����。

第九次測試中GRCop-42腔室測試失敗
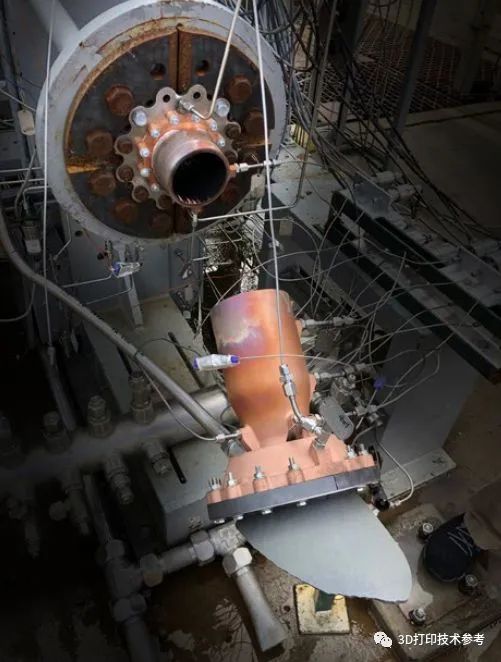
測試關閉后斷開的腔室
深入評估失敗原因
這一異常測試的發(fā)生促使了深入的工藝評估。評估考察了測試過程�、排序、硬件��、3D打印構建過程����、檢查和其他記錄的所有方面,在高速視頻中觀察到一個可視裂縫和泄漏��。
評估的第一步是收集燃燒室加工步驟的歷史���,包括粉末給料����、3D打印制造工藝和建造后工藝,包括熱等靜壓(HIP)�、加工�、清洗和檢查數(shù)據(jù)。這個腔室與其他三個一起建造——其中兩個是相同的建造模型——在同一個建造板上制造����。“雙生”燃燒室剛剛完成了廣泛的高溫系列測試,累積了51次啟動和近1000秒的時間����。

燃燒室泄漏的瞬間
對構建記錄的進一步調(diào)查顯示了關于這四個腔室的一些重要信息,在制造過程中既有有意的也有無意的制造中斷����。這些中斷的歷史在零件表面留下了層紋,除了這些中斷之外��,構建記錄表明沒有異常���,HIP參數(shù)是正確的���,其他后處理操作都符合預期��。
構建中斷引起懷疑
層紋被定義為3D打印零件表面上與構建平面平行運行的清晰可區(qū)分的線����,這是由層掃描時間(零件可能會冷卻)和層厚度的變化引起的����,通常在構建停止和中斷期間形成。測量了每條可見層紋的高度���,并與指示構建停止的切片層位置一致�����。雖然層紋與其他表面看起來相似�����,但形成的機制完全不同�。

三個腔室來自同一次構建:箭頭1和2表示停電�,箭頭3和箭頭4表示排空溢流;1號腔室(C1)沒有測試��,2號(C2)是測試斷開的腔室�,3號 (C3)測試成功51次
例如���,PBF-LB機器沖入保護氣體的過程導致每個部件暴露在開放的空氣中不到60分鐘(猜測可能有其他原因?qū)е轮型境錃猓辉陔娫垂收蠈е聵嫿ㄖ袛嗟那闆r下�����,PBF-LB構建室保持密封�,但沒有主動清洗腔室氣氛�。停電中斷的時間分別為10分鐘和120分鐘。
第二次構建中斷位于腔室的桶形部分����,測試腔室斷開的位置與層切片精確相關,因此受到了很多關注����。該團隊使用了與故障腔室一起額外制造的C1腔室來幫助評估材料和加工過程。未測試腔室允許對精確的層紋位置進行表征����,以確定缺陷、微觀結構�、化學和機械測試,從而了解故障并提供大量數(shù)據(jù)����。
對測試斷裂的C2失效腔室的斷裂表面進行評估�����,當?shù)谝淮斡萌庋塾^察時���,很明顯斷裂面是平面的,但有兩個明顯的區(qū)域輕微變形為杯狀����。這些“杯狀”區(qū)域大致位于首次觀察到泄漏的圓周位置。在光學顯微鏡下�����,斷口表面顯示掃描模式為平行線穿過表面�����。這可能表明���,在這條層紋上的重新構建造成了粒子之間嚴重缺乏熔合����,這可能導致力學性能降低。
在掃描電子顯微鏡下����,由于較高的孔隙率和缺乏粉末顆粒熔合,斷口表面表現(xiàn)出不規(guī)則的孔隙形狀和較低的變形程度�。通過電感耦合等離子體和惰性氣體聚變進行的化學分析表明,該腔室的氧含量和鉻/鈮比略高于規(guī)范要求�。眾所周知,過量的氧氣會降低電導率�、高溫強度和抗蠕變性能,導致疲勞裂紋萌生部位�����。
模擬結果加深疑慮
為了完全回答這些類型的建造中斷和重新啟動是如何導致層紋處機械性能下降的�����,直接從腔室中提取了微拉伸試樣����。除了這些樣品外�����,還構建了模擬的建造中斷樣品,模擬停電環(huán)境和時間�����,以及其他事件和時間��。從這些模擬樣品中���,進行了拉伸和低周疲勞力學測試�����,以確定構建中斷和重啟的影響���。
在腔室層紋(C1)切除的微拉伸試樣表明,與腔室的其余部分相比�,其孔隙率接近2%。與GRCop-42的典型PBF-LB構建中觀察到的接近100%的密度相比���,即使是0.5%的孔隙率也非常高��。從腔室中取出切片并采集光學顯微鏡圖像����,可以明顯看出,該材料具有較高的隨機分布的孔隙����,同時在層紋周圍孔隙度的聚集。

從未測試腔室層紋位置取出的微拉伸標本
微拉伸測試結果顯示�,與在不受層紋影響的區(qū)域采集的對照樣品相比,極限拉伸強度(UTS)降低了30%���,失效應變也降低了80%���,表明材料處于脆性狀態(tài)。這可能會導致層紋的承重能力下降���,以及循環(huán)應變降低���。
實驗室內(nèi)的拉伸測試數(shù)據(jù)最初讓研究小組相信���,建造中斷可能會導致性能下降�,但來自模擬建造中斷樣本的拉伸測試數(shù)據(jù)卻是一個不同的結果���。在斷電和充氣情況下����,模擬試樣的平均拉伸數(shù)據(jù)與對照試樣幾乎相同。
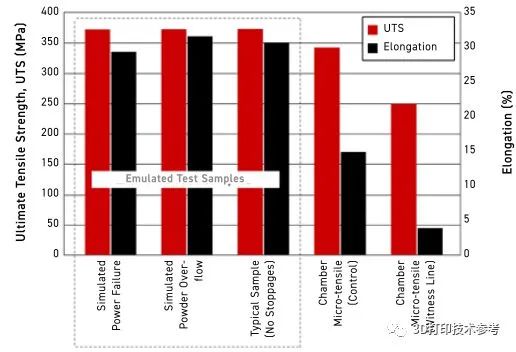
極限強度(UTS)�、屈服強度(YS)和延伸率無顯著差異,試樣的密度接近100%����,拉伸性能良好
疲勞測試也表明不同類型的重啟和控制樣品之間的疲勞壽命沒有差異。該模擬樣本數(shù)據(jù)證實�,在適當?shù)闹匦聠映绦蚝螅@示層紋的部件并不一定會減弱材料性能�����?����?赡苓€有其他操作或工藝敏感的因素導致了層紋處孔隙度的增加��。
帶有層紋的模擬樣品和對照樣品與預期的韌性破壞斷口面一致:典型的杯狀和錐狀�。微拉伸樣品作為對照,來自一個沒有層紋的區(qū)域�����,也顯示了破裂前的變形和頸縮。C1腔室微拉伸試樣斷口層紋顯示���,斷口呈高顆粒狀��,但變形較小�,斷口有大量未熔化的粉末顆粒�����,氣孔不規(guī)則�,可見掃描/熔融模式。這表明�,觀察到的孔隙度是由于缺乏熔合和沒有足夠的能量來完全熔化粉末并與上一層良好結合。
這一觀察結果讓團隊不安�,因為所有構建記錄都表明機器運行正常。使用的PBF-LB參數(shù)和硬件之前已經(jīng)使用相同的GRCop-42合金建造了數(shù)十個燃燒室���,這些燃燒室的密度接近100%���,并成功測試�����。
失效評估結果
這次評估的結果表明了導致腔室失效的幾個因素:在構建中斷線處有大量的孔洞,在HIP過程中��,由于尺寸太大沒有完全閉合����,這減少了層紋周圍的承載面積。這種承載面積的減少�,加上這些表面的熱疲勞和結構疲勞,導致了熱測試期間的過載�。試驗腔室中的孔隙率總體上比GRCop-42的典型PBF-LB構建高得多,還觀察到孔隙率隨著構建的高度而增加��。
總結經(jīng)驗
任何用戶為零件生產(chǎn)準備的開發(fā)路徑將根據(jù)項目的需求和最終目標而有所不同�����。它可能是用于迭代設計原型的早期開發(fā)部分��,也可能是用于載人航天的關鍵組件����。無論路徑可能是什么,本行業(yè)可以從NASA的經(jīng)驗教訓獲得對整個增材制造過程更多的解���。參數(shù)�����、原料或其他工藝的微小變化都會影響零件的完整性���。
NASA正在研究各種3D打印工藝�,并正在使用它們生產(chǎn)用于開發(fā)關鍵的航天應用組件���。NASA還與商業(yè)伙伴合作���,將相關設計和部件用于航天器和運載火箭系統(tǒng)。因此����,NASA主張用于生產(chǎn)3D打印組件的材料和工藝的資格和認證對其安全使用至關重要。
為了支持3D打印工藝和材料的認證�,NASA制定了一項名為NASA- std -6030“航天系統(tǒng)增材制造要求”的技術標準,該標準為3D打印硬件的開發(fā)和生產(chǎn)建立了政策框架�。NASA-STD-6030的主要理念是認識到3D打印材料是高度工藝敏感的,因此良好的基礎工藝控制邏輯為可靠的零件設計和生產(chǎn)提供了基礎���。
為了確保足夠的質(zhì)量�,在開始“適合飛行”的生產(chǎn)水平之前�,這些工藝開發(fā)和定義活動是必要的。
雖然在這次試驗系列活動中����,LLAMA腔室不符合NASASTD-6030的要求,但測試失敗說明了NASA-STD-6030中建立的幾個要求背后的基本原理��。該失效腔室為穩(wěn)健工藝開發(fā)和深入的材料性能評估提供了極好的案例研究�。
構建重新啟動對當前的設備和保障能力來說可能是不可避免的,NASA-STD-6030引入了一些與流程重啟相關的要求��,因為構建中斷可能與相對于流程名義上的穩(wěn)態(tài)操作的有害物質(zhì)缺陷的更高風險相關���。因此��,如果組件允許重新構建��,那么為每種合金開發(fā)合適的構建重新啟動程序并記錄是至關重要的��。
重啟程序應包括但不限于記錄停止的原因���,最大允許停止時間,搭建平臺冷卻限制���,位置����、以及最后一部分層的條件。適當?shù)闹匦聠友芯堪C械測試數(shù)據(jù)和微觀結構特征���,破壞性物品評估�����,視覺和體積檢查�����,以及現(xiàn)場監(jiān)測系統(tǒng)數(shù)據(jù)���。這為團隊提供了必要的信息,以確保重新啟動過程的可遷移性到所需的組件幾何結構�����。在構建開始之前�,應該就標準和合格程序的列表達成一致。
如果在飛行硬件生產(chǎn)環(huán)境中發(fā)生了計劃外的構建中斷,這些中斷事件需要被記錄下來�,并在構建生產(chǎn)中作為不符合項進行處理。關于LLAMA腔室���,雖然這些部件是在非飛行硬件生產(chǎn)環(huán)境中制造的�����,但如果在重新啟動之間對腔室的層紋進行了預先測試檢查或進行了一些原位無損評估,則可以發(fā)現(xiàn)明顯的缺乏熔合缺陷��。
然而�,對頂部和底部層紋的觀察,僅顯示出輕微的幾何偏移�����,并且沒有表面連接的孔隙度����,零件可能“可用”。這說明了制造高價值/關鍵任務組件所需的仔細和嚴格的實踐�����,特別是如果想排除未檢測到的故障模式,防止?jié)撛诘臑碾y性后果�����。
LLAMA項目證明了一點���,盡管團隊最初對一個腔室進行了51次測試��,以達到項目目標�����。在設計�、分析��、制造���、組裝和工藝規(guī)劃方面的所有艱苦工作都在測試臺上達到頂峰��,最終仍然存在失敗的可能�����。但成功與失敗仍然要分開看�,經(jīng)驗教訓的總結是為了走向最終的成功。
來源:3D打印技術參考